



Процес кування зубів ковша та адаптера





Ми всі знаємо, що всі виливки за моделями складаються з багатьох виробничих процедур. Ковшові зубці CFS використовують техніку лиття за моделями за моделями, яку також називають литтям за втраченими восками, включаючи впорскування воскових моделей, складання дерев, формування оболонки, депарафінізацію, лиття металу та інші подальші обробки. Найбільшийперевага лиття за виплавлюваними моделямиполягає в тому, що він може досягати високої точності розмірів, гарної обробки поверхні та відливати сплави будь-якої складної форми.
Нижче наведено процеси лиття зубів ковша в нашому ливарному цеху на кожному етапі:
Крок 1. Розробіть зубці ковша різного вигляду та розмірів відповідно до ринкового попиту.

Крок 2. Оснащені повним комплектом обладнання для обробки прес-форм та професійною технічною командою, ми можемо оброблятиінструментидля всіх видів лиття по виплавлюваних моделях, включаючи ковшові зубці.

Крок 3. Виготовлення воскової моделі – це перший крок для литтязуби відраВоскова модель використовується для формування порожнини вогнетривкої оболонки. Тому, щоб досягти якісних зубців ковша з високою точністю розмірів та обробкою поверхні, сама воскова модель повинна мати таку ж високу точність та обробку поверхні. Але як отримати якісну воскову модель? Окрім проектування якісної форми, нам все ще потрібно вибрати відмінний восковий матеріал та належний процес виготовлення воскової моделі. Перевагами воскових моделей від CFS є низька температура плавлення, хороша обробка поверхні та розміри, висока міцність та мала вага.

Крок 4. Збірка дерева – це процес приклеювання воскових шаблонів зубців ковша до литникової системи.

Крок 5. Основні процедури будівництва оболонки включають:
a. Видалення олії з дерев’яної збірки – Щоб покращити змочуваність покриття, нам потрібно видалити поверхневу олію з воскових моделей.
b. Занурення збірки дерева в керамічне покриття та обприскування поверхні піском.
c. Висушіть та затвердіть керамічну пластину. Щоразу покриття керамічної пластини потрібно висушувати та затвердівати.
d. Після повного затвердіння керамічної оболонки нам потрібно видалити воскову форму з оболонки, цей процес називається депарафінізацією. Існує багато способів депарафінізації, але найчастіше використовується метод з парою того ж тиску.
е. керамічна оболонка для випалу

Крок 6. Заливання рідкого металевого сплаву для заповнення порожнини оболонки.

Крок 7. Очищення зубів ливарного ковша, включаючи видалення оболонки, литникової секції, прикріпленого вогнетривкого матеріалу та очищення після термічної обробки, наприклад, окалини.

Крок 8. Післятермічна обробка, організаційна структура зубів ковша буде рівномірною, а зносостійкість значно покращиться, завдяки чому термін служби збільшиться вдвічі, ніж раніше.
Крок 9. Завдяки повній перевірці матеріалів та механічних властивостей зубців ковша ми можемо ефективно запобігти потраплянню на ринок некваліфікованої продукції.
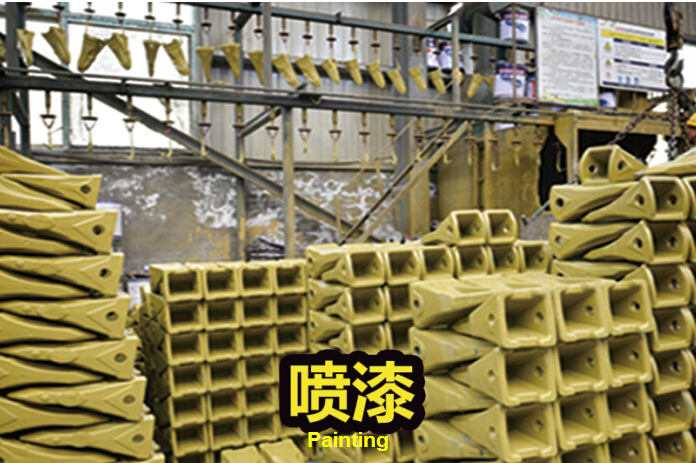
Крок 10. Фарбування в такі кольори, як жовтий, чорний, зелений тощо, щоб вони відповідали різним маркам та машинам.

Крок 11. Упакуйте зубці ковша у стандартний дерев'яний ящик, щоб уникнути будь-яких пошкоджень, та доставте нашому клієнту.






